






分光测色仪助力印刷行业CMC色差测量
- 信息来源:彩谱品牌厂家 浏览次数:0发表时间:2019-07-29
 色差是印刷品质量评价和检测的重要技术指标。先行的国家标准GB/T 7705-2008(平版装潢印刷品);GB/T 7706-2008(凸版装潢印刷品);GB/T 7707-2008(凹版装潢印刷品); GB/T 17497-1998(柔性版装潢印刷品)中大都采用CIELAB色差公式。
色差是印刷品质量评价和检测的重要技术指标。先行的国家标准GB/T 7705-2008(平版装潢印刷品);GB/T 7706-2008(凸版装潢印刷品);GB/T 7707-2008(凹版装潢印刷品); GB/T 17497-1998(柔性版装潢印刷品)中大都采用CIELAB色差公式。
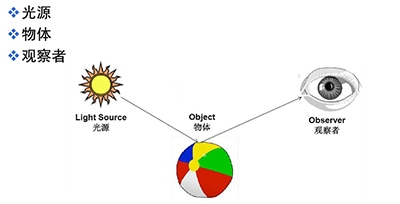
然而根据实践表明,CIELAB色差公式并不能很好的与人演的视觉感受相匹配,不能够准确的反映出人眼的视觉感受。造成人眼产生色差的原因有很多如下图。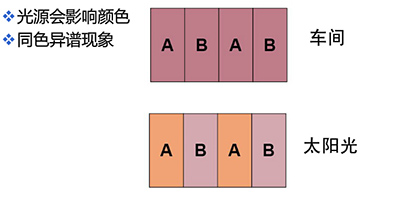
我们理想中的色差公式应该能够准确的描述人眼的视觉感受,但是CIELAB色差值在不同的额明度、饱和度和色相下给人的视觉感受是不一样的。
在印刷行业中,现行的国际标准和行业标准依然采用的CIELAB色差公式,部分企业在实际生产中发现了该色差公式的不足之处,在企业标准中开始采用CMC色差公式。
CMC(l:c)色差公式是1984年英国染色家协会(SDC, the Society of Dyers and Colourist)的颜色测量委员会(CMC,the Society’s Color Measurement Committee,)推荐了CMC(l:c)色差公式,它克服了 JPC79色差公式在深色及中性色区域的计算值与目测评价结果偏差较大的缺陷,并引入了明度权重因子l和彩度权重因子c,以适应不同应用的需求。
在CIELAB颜色空间中,CMC(l:c)公式把标准色周围的视觉宽容量定义为椭圆。椭圆内部的颜色在视觉上和标准色是一样的,而在椭圆外部的颜色和标准色就不一样了。在整个CIELAB颜色空间中,椭圆的大小和离心率是不一样的。以一个给定的标准色为中心的椭圆的特征,是由相对于标准色在⊿ L*、⊿C*ab、⊿H*ab方向上的两半轴的长度决定的。用椭圆方程定义的色差公式⊿ECMC(l:c)如下所示: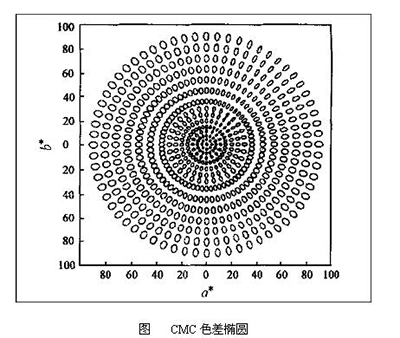

式中,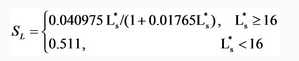
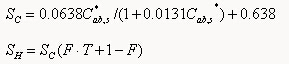


l、c是因数,通过l、c可以改变相对半轴的长度,进而改变⊿L*、⊿C*ab、⊿H*ab的相对容忍度。例如,在纺织中,l通常设为2,允许在⊿L*上有相对较大的容忍度,这也就是CMC(2:1)公式。
由于CMC色差公式比CIELAB公式具有更好的视觉一致性,所以对于不同颜色产品的质量控制都可以使用与颜色区域无关的“单一阈值(Single number tolerance)”,从而给颜色测量和色差的仪器评价带来了很大的方便。在我国,国际标准GB/T 8424.3-2001(纺织品色牢度试验色差计算)和GB/T 3810.16-1999(陶瓷砖实验方法第十六部分:小色差的测定)中也采纳了CMC色差公式。在印刷行业中,现行的国际标准和行业标准依然采用的CIELAB色差公式,部分企业在实际生产中发现了该色差公式的不足之处,在企业标准中开始采用CMC色差公式。如温州的新乡某纸业有限公司在测量专色印刷品(如图)和浙江某彩色印刷有限公司测量烟标颜色时,都采用了CMC(1:1)公式。
包装盒
一些生产检测设备的生产厂商也顺应潮流,在其生产的设备中开始集成CMC色差公式,目前国产测色仪器中支持CMC(l:c)色差公式的仪器有188金宝搏体育博彩 的分光测色仪系列(如下图)。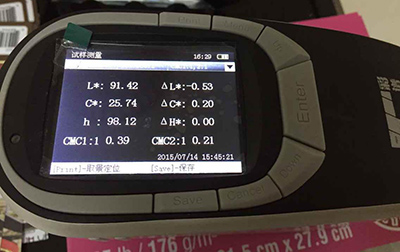

测包装盒
随着印刷包装技术的不断发展,其产品也越来越精美,为了更好地对印刷包装产品进行检测和控制,使色差的测量数据 尽可能和人眼的视觉相匹配,不妨试用一下以d/8结构的CMC(1:1)测色。彩谱助力国内印刷厂家走向世界!- 【关闭本页】 【返回顶部】 【打印此页】 【收藏此页】
 色差是印刷品质量评价和检测的重要技术指标。先行的国家标准GB/T 7705-2008(平版装潢印刷品);GB/T 7706-2008(凸版装潢印刷品);GB/T 7707-2008(凹版装潢印刷品); GB/T 17497-1998(柔性版装潢印刷品)中大都采用CIELAB色差公式。
色差是印刷品质量评价和检测的重要技术指标。先行的国家标准GB/T 7705-2008(平版装潢印刷品);GB/T 7706-2008(凸版装潢印刷品);GB/T 7707-2008(凹版装潢印刷品); GB/T 17497-1998(柔性版装潢印刷品)中大都采用CIELAB色差公式。











- 上一篇:分光测色仪在速冻食品行业的应用
- 下一篇:色差仪在注塑行业中色差的检测控制

