






分光测色仪在粉末涂料行业中的实际应用
- 信息来源:彩谱品牌厂家 浏览次数:0发表时间:2015-06-26

粉末涂料开发早期主要用于金属腐蚀防护,随着粉末涂料生产及应用技术的不断进步、世界各国环保意识与法规的强化,粉末涂料应用范围不断扩大,粉末涂料的装饰美化作用也越来越引起人们的重视,而现代化企业的流水线加工装配(如冰箱、空调、仪器仪表、金属门窗、铝型材、机电设备等厂家)更要求涂装产品内外质量的高度稳定,批次间涂层颜色一致成了客户的重要要求。

图一、粉末涂料
GB/T9761-98《色漆和清漆色漆的目视比色》等效果均采用ISO3668-1976标准,规范了涂层颜色的目视比色方法,可在自然光、比色箱的人造标准光源下进行检测,常用光源为D65、A两类。目视比色对观察者要求较高,负责比色检验的观察者应通过色盲检查镜的检查,戴有眼镜的其镜片必须在整个可见光谱内有均匀的光谱透过率;由于色视觉随年龄变化很大,40岁以上的观察者也要接受色盲检查镜的检查。观察者连续工作会降低比色质量。目测是最直接、感性强烈的检测方式,配色中仪器测量是质量控制的重要辅助手段。
测量仪器
颜色的测量仪器主要有色差仪、分光测色仪两大类。色差仪价格便宜、易于携带,能方便快捷的颜色测量比对,也可以给配色人员提供数据参考,但误差较大,也无法直接进行配色操作。分光测色仪有两类,一类为便携式,似色差仪,但是测量更精确,还能测量反射光谱曲线,可以进行系统数据输出,可与配色软件搭配使用;另一类台式分光测色仪,价格较高,体积大,只适合实验室使用。目前色差仪、便携分光测色仪使用较广泛,但目前配色软件价格昂贵,只有规模较大的少数粉末涂料企业应用。但是随着国内测色仪器厂家的发展,杭州188金宝搏体育博彩 率先研制了国内首台分光测色仪,他的产品数据完全可以与进口产品媲美,但是价格却比进口仪器低。

图二、彩谱分光测色仪
测量操作
步骤一:以彩谱cs-660为例进行如下测量,准备好待测的粉末涂料样品(如图3),用粉末成型器将表面压至均匀平整;
图三、待测色粉末样品

图四、压成饼状的粉末
步骤二:打开仪器,按照说明书设置好各项参数和公式,进行黑白校准;

图五、黑白校准
步骤三:黑白校准完成后,按“Print”键,先影像定位测量区域,将待测的标样对准测试孔,注意不要漏光以免影响测试结果,再按“Test”键,“滴”声后完成测量,查看测试结果;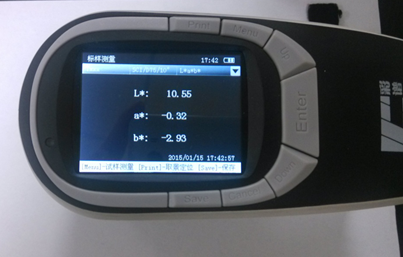
图六:标样测试结果
步骤四:在上面的标样测量完成并保存后,按“Menu”键,即可进入该标样下的“试样测量”界面,按照标样测量的方法将试样对准测试孔,按“Test”键进行测量,“滴”声后完成色差测量,即可得出测量结果(如图4)。

图七、试样测量结果
根据测量结果,客户即可进行调色配色,大大降低了时间成本和人工成本。
颜色调配与质控是粉末涂料生产中最基本和最重要的技术工作,当前不少企业还在采用低效率的纯人工操作,有些已开始借助色差仪的协助,而国内主要的粉末涂料商其配色技术只掌握在少数关键技术人员手里,其生产一线的质检人员也只采用目测微调产品颜色。但随着粉末涂料涂装的不断发展,不少管理者已逐渐认识到分光配色仪给企业带来的高效与质量保证,分光测色仪的使用将逐渐普及起来,技术人员只有把仪器测配技术与视觉评判、实践经验等充分结合起来,才能真正做好粉末涂料产品的颜色测控工作。
- 【关闭本页】 【返回顶部】 【打印此页】 【收藏此页】









